Contact 
 Call us 412-793-3511
Call us 412-793-3511
Call us 412-793-3511Call us 412-793-3511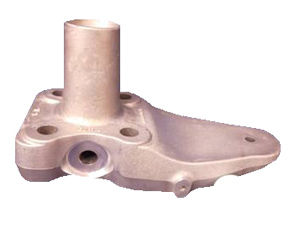
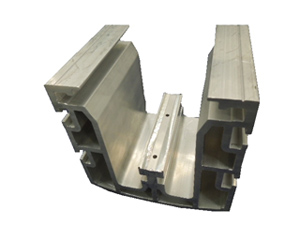
Used for stabilizing 18 wheel tractor trailers . A356-T61 used for greater elongation, higher strength/ductility and its improved mechanical properties over lower alloys.
Pressure tightness was key to the success of this part, it needed to remain sealed from the outside environment while also withstanding internal pressures.
Key factors, such as “fins” for heat dissipation, tight tolerances for mounting/surface references, and finish allowing for a healthy part.
Air Quenching, unlike the more commonly known process of Water Quenching, is used on projects that need more finesse, it increases the strength and hardness on this extrusion.

Extrusion press size determines how large of an extrusion can be produced. It not only fits on the same press, but because of the size and application of the part, both parts run at the same time.
High strength 356 Alloy casting with precision sand-core. High-load safety-critical application. Powder-coated complete.

A highly engineered extrusion with precision machining. These fragile medical devices are used in surgical procedures.

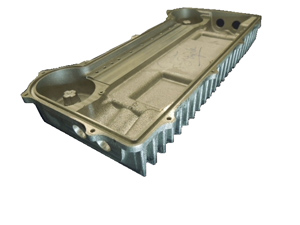
Ultra-high strength 357 Alloy casting with precision controlled heat-treatment. High-load compressor application. Stringent sub-surface porosity standards.

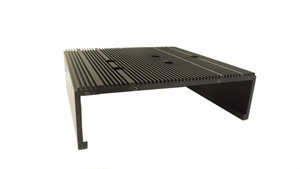
Intricate T-slotted extrusion with precision machining involving heavy stock removal and close tolerance bearing bores

Extruded profile with secondary powder coating and CNC machining

Permanent mold casting with trimming and agency rated machined O-ring grooves for Oil & Gas industry

Permanent mold design with complex 6-sided secondary CNC Machining, heat treating, and anodizing

Extruded profile with secondary media tumbler and CNC machining

Pressure-tight extruded profile with secondary multi-axis machining and anodizing

Precision aluminum casting with machining, heavy polishing, and custom metallic powder coating for flawless aesthetic

Heavy-wall extruded profile with secondary machining to add cable track profile. Tight tolerance keyway extruded to tolerance without broaching.

Permanent mold casting with explosion-rated machined O-ring grooves

Profile 6061-T6 extrusion with complex secondary machining, involving close profile tolerances and heavy contouring.

Thin wall, high volume production extrusion with secondary slotting

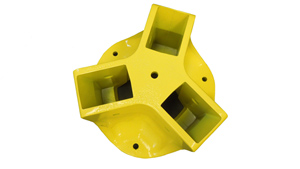
Three part cast assembly with secondary powder coat, CNC machining of flame-path resistant threads, sub-assembly, and custom packaging

Over 3ft. x 3ft. permanent mold cast design with heavy secondary CNC Machining, revealing no porosity

Complex cast design with thin-walled fins and large pressure-tight bosses, supplied complete with welded handles and CNC Machining

Over 4ft. wide design, manufactured on the largest permanent tilt pour machine in the industry.

Highly contoured cast design with secondary weld assembly, powder-coating, machining, and mechanical polishing

Rangy cast design with secondary powder-coat, machining, and assembly, capable of supporting over 1/2 ton

Sand core design with powder-coating, machining, and polishing to meet stringent medical industry standards.

Sand core design with heavy secondary machining and tumble to meet ATF industry standards

Load-bearing casting with parting line minimized and mating surfaces cast to dimension

Hexagonal broaching operation on raw cast pilot holes

Highly cored casting with many varying walls that gets heavily machined

Gear teeth used as-cast. High-strength aluminum alloy for extra long life and wear resistance.

Complex helical shape cast with minimally invasive parting line, supplied complete with machining and burnishing

Polish-grade casting for food equipment industry

Very successful sand-casting conversion project where secondary machining was reduced by over 80%

Used in electrical power transmission and distribution installations where high ductility is essential; casting surpassed field and lab fatigue tests repeatedly

All features as-cast with no machining required; fantastic illustration of the geometric possibilites of the permanent mold process
Supplied complete to customer with casting, machining, vibratory finishing, powder-coating, and hinge-pin/gasket assembly

Threaded inserts (4x) to eliminate drilling/tapping and stronger threads; smooth powder-coat ready surface finish

100% of cast surface machined away with zero visible porosity, shown in robust hard-coat anodized condition

High usage casting was seamlessly welded to 6061-T6 aluminum tubing without any resulting leaks in highly automated robotic setting

Complex curves manually reproduced for tooling manufacture; tremenedous cost savings over sand casting with superior surface finish

Cast with minimal draft so gear teeth could be used as-cast without any costly hobbing operations; hi-wear alloy to lengthen casting life in application

Over 5 ft in diameter; cast with precision to minimze post balancing needs; mold completely made from "reverse-engineered" sand casting

Design authorized by world-renowned installation artist, Christo-Jeanne Claude. Converted from aluminum weldment to reduce cost and weight; creative use of lightener pockets

Passed customer pressure tightness requirements by a large margin of safety with NO impregnation; supplied completely fabricated, tested, and assembled

Low annual quantity conversion from sand casting made possible with minimal tooling expense; precision machined O-ring grooves with no porosity

Heavy-walled casting with high-pressure O-ring grooves used as-cast; tight porosity specifications

Cast, machined,pressure-tested, and anodized by Gupta for world-leading OEM; tight tolerance multi-axis machining with undercuts and seal surfaces

Proprietary gating technology employed to eliminate need for hand grinding, leading to superior aesthetics and repeatability

Beautiful as-cast surface finish; sand-core eliminated with creative coring techniques

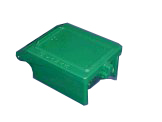
Decorative base cover used in municipal & commercial street lighting pole applications; much more dimensionally repeatable than previous sand casting to allow for easy assembly
Fabricated stainless steel coil completely encased in cast aluminum with excellent heat transfer with no danger of media leaks
Supplied complete with CNC machining, vacuum brazing, and plating; made to extreme pressure-tightness without impregnation; specialized brazing process for cast aluminum; high thermal conductivity

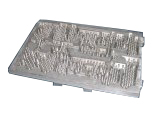
Precision CNC machined aluminum plate for maximum tensile strength

Precision sand cast aluminum bulkhead for NJ Transit Rail System; over 4 ft x 2.5 ft; supplied fully plated with heli-coiled holes

For multiple reduction unit; Deep-pocketed bearing bores machined to +/-.0005 tolerance; Leak-proof with hydraulic oil

Used in critical mass transit propulsion application; Flatness held to tight tolerance across mating surface of part (after machining); shown with gold chromate coating .

Gearbox for heavy-duty motorized riding cart for elderly/disabled; inserts cast at multi-axes to avoid 100% of machining and increasing thread durability

Multi-axis tightly toleranced machining; deep-pocketed bearing bores machined to +/-.0002 tolerance; Leak-proof with hydraulic oil at pressure.

Very complex design with multiple cores and complex parting, originally designed as die casting; over 300 machined attributes; miniature gun-drilled holes with zero cross-talk between chambers

Precision machined bearing bores machined to exacting true position requirements to minimize gear noise and backlash.
